|
La
filature est constituée par l'ensemble des procédés,
au moyen desquels il est possible de transformer des fibres brutes
en fibres textiles, lesquelles sont directement utilisables dans
le tissage ou
le tricotage.
PREPARATION
DES FILS
La
première étape consiste à laver la fibre brute pour
la débarrasser de toutes ses impuretés; elle est très
importante pour les fibres naturelles, qui contiennent souvent une forte
proportion de salissures.
LE
TREMPAGE ET LE DEGRAISSAGE
Le
coton passe
dans plusieurs types de batteurs, qui vont disloquer la masse compacte
des balles et le débarrasser de toutes ses impuretés. La
laine est plongée dans différents bains: le trempage dans
l'eau tiède sert à éliminer les débris organiques
et les sels de potassium; ensuite, au cours du dégraissage, les
savons ou les détergents dissolvent les graisses et les cires.
Les impuretés de la laine sont souvent récupérées
et utilisées à leur tour dans les industries pharmaceutique
ou de cosmétiques.
LE
CARDAGE
Une
fois lavées, les fibres ont des orientations différentes
les unes par rapport aux autres. Pour les transformer en fibres longues,
il est donc nécessaire de les démêler et de les rendre
parallèles, c'est le cardage; cette opération est réalisée
à l'aide d'une machine, la carde, constituée, en général,
d'un cylindre horizontal sur lequel sont disposées des pointes
ou des dents. Lorsqu'elles sont animées d'un mouvement de rotation,
les pointes retiennent des paquets de fibres, les étirent et les
alignent pour en former un rouleau, ou voile de carde, qui est ensuite
transformé en un gros ruban, le ruban de carde; pour augmenter
sa résistance, on le soumet parfois à une légère
torsion.
LA
REGULARISATION
La
troisième étape est celle de la régularisation, qui
se déroule en deux temps: le doublage et l'étirage. Le premier
permet d'obtenir un ruban de carde plus régulier, aux fibres mieux
orientées. Le second consiste à réunir plusieurs
rubans de carde, environ six, parfois plus selon le type et la qualité
des fibres initiales. Les rubans sont alors étirés par des
passages successifs entre des cylindres en rotation jusqu'à ce
qu'ils aient le même diamètre que le ruban unitaire. Ces
deux opérations sont répétées plusieurs fois
afin de donner au ruban une grande régularité, les fibres
devant être bien alignées dans l'axe du ruban. La dernière
phase, l'étirage, permet
d'obtenir, grâce à une succession d'étirements et
d'affinements par passages dans un banc à broches, une mèche
dans laquelle toutes les fibres sont parfaitement orientées.
Pour les fibres synthétiques et chimiques, la production de fils
se fait de manière continue entre la synthèse et le filage.
LE
FILAGE
Les
techniques de filage sont nombreuses et variées, mais elles dépendent
avant tout de la nature des fibres.
Filage
des fibres végétales et animales
Les
fibres végétales et animales sont relativement courtes,
elles doivent donc être assemblées de manière particulière
pour obtenir un fil faussement continu, le filé de fibres. Il existe
de nombreux procédés permettant de transformer une mèche
en un filé propre au tissage ou au tricotage. Celui des anneaux
curseurs étire la mèche en communiquant une torsion plus
ou moins importante au filament. On peut ainsi régler le diamètre
et la résistance du filé en fonction de son utilisation
future. La filature à fibres libérées, ou open-end,
consiste à additionner les fibres une à une à l'extrémité
du filé de fibres, qui tourne sur lui-même. Chacune des fibres
est prélevée dans la mèche ou dans le ruban de carde.
Le
guipage, ou
procédé de coverspun, permet d'obtenir un fil composé
d'un groupe de fibres central sans torsion, autour duquel s'enroule régulièrement,
en le serrant, un filament continu.
Le
coverspun est réalisé après étirage des mèches
destinées à sa fabrication. Le fil à âme est
la technique inverse: celle-ci consiste à enrouler un filé
de fibres autour d'un fil continu.
L'encollage,
ou twistless, permet de réaliser des filés de fibres sans
torsion. La cohésion entre les fibres est alors assurée
par l'addition d'une substance adhésive. Cette méthode assure
une production élevée.
Filage
des fibres synthétiques
La
technologie utilisée pour les fibres synthétiques est différente,
car on obtient d'emblée des fils continus. Le polymère,
après avoir été préparé par synthèse
ou par extraction à partir d'une substance naturelle, est transformé
en matière filable, d'aspect liquide. Ce liquide, une fois filtré,
est passé, sous pression, à travers une filière composée
d'un grand nombre de trous. Les fibres produites ont l'aspect de longs
rubans, dont la section transversale aura une forme analogue à
celle des trous de la filière utilisée, circulaire ou multilobée
(triangle, croix, étoile, etc.). Ces formes différentes
donnent des fibres qui s'accrochent plus ou moins facilement les unes
aux autres. Le diamètre des trous varie entre 0,05 et 0,2 mm selon
les fils que l'on veut obtenir. À leur sortie de la filière,
les fils sont solidifiés par cristallisation sous l'action d'un
courant d'air froid (polyester, polyamide), par évaporation du
solvant sous l'action d'un courant d'air chaud (acrylique, acétate
de cellulose), par coagulation des filaments dans un bain de réactif
(viscose, Lanital). Ensuite, les filaments obtenus sont structurés
pour leur donner de bonnes propriétés textiles. Un grand
nombre de filaments sont alors réunis par un système de
convergence, qui leur permet de s'associer les uns aux autres. Cette technique
augmente la solidité du fil produit, lequel est ensuite étiré
pour orienter correctement l'ensemble des filaments, puis stocké
sur une bobine.
Les fils transformés
Les
fils qui présentent de bonnes caractéristiques textiles
sont utilisés tels quels. Néanmoins, certains d'entre eux,
notamment les fibres chimiques, nécessitent une transformation,
laquelle peut également être réalisée à
la seule fin de modifier l'aspect ou la texture du fil pour des raisons
esthétiques ou afin de créer de nouvelles matières.
Ces fils sont dits "transformés".
La
transformation résulte du moulinage et de la texturation:
Le
moulinage,
ou torsion,
est
effectué sur plusieurs types de fils; il consiste à tordre
le fil sur lui-même pour en augmenter la résistance.
La
torsion, dont l'importance est variable, se fait vers la gauche (torsion
Z) ou vers la droite (torsion S). Si elle est faible, le fil conserve
toute sa souplesse, tandis que la torsion voile, plus importante, donne
au fil netteté et fermeté. La torsion crêpe, encore
plus forte, lui confère un aspect mat et granuleux. Un fil simple
est soumis à une seule torsion S ou Z, alors qu'un fil assemblé,
composé de plusieurs fils simples, en subit plusieurs. On distingue
encore les fils retors, composés de plusieurs fils simples, tordus
à leur tour, et les fils câblés formés de plusieurs
fils retors. Les fils guipés sont composés d'une âme
servant de support, sur laquelle est enroulé un second fil, dit
de couverture.
Le guipage
peut
également être double si un second enroulement est effectué,
généralement dans le sens inverse du premier.
Les fils fantaisie présentent une grande variété
d'aspects et de couleurs. Ils sont toujours composés de plusieurs
fils: un d'âme, qui sert de support, un d'effet et un de lien; ce
dernier assure la stabilité de l'ensemble.
La fausse torsion
Si
lon communique une fausse torsion à un fil à larrêt , il en résulte
deux torsions inverses en amont et en aval du point de fausse torsion.
Si le fil se déplace, après une phase transitoire, la torsion en amont
du point de fausse torsion se stabilise à une valeur T1=Tr
(tension
résiduelle) et la torsion en aval sannule: T2
= 0
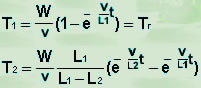
où
(W) est la vitesse de fausse torsion, (v)
la vitesse de déplacement du fil, (t) le temps et
(L1, L2)
les distances respectives où la fausse torsion est appliquée.
La texturation
simple
consiste à modifier les propriétés élastiques
ou le volume du fil. Un procédé consiste à ébouriffer
les filaments qui composent un fil par exposition à un jet d'air.
On peut aussi appliquer au fil une déformation, stabilisée
dans un second temps par une exposition à la chaleur. Les fils
texturés subissent donc une modification de texture et d'apparence.
|